Wstęp do spawalnictwa
Spawalnictwo jest dziedziną technologii zajmującą się procesami spajania, czyli łączenia tworzyw konstrukcyjnych, oraz procesami pokrewnymi spajaniu.
Procesy spajania różnią się między sobą stanem skupienia materiałów podstawowych i stopiwa (materiału dodatkowego) w miejscu spajania, charakterem wiązań tworzących połączenie, a także rodzajem doprowadzonej energii cieplnej i/lub mechanicznej w celu utworzenia złącza.
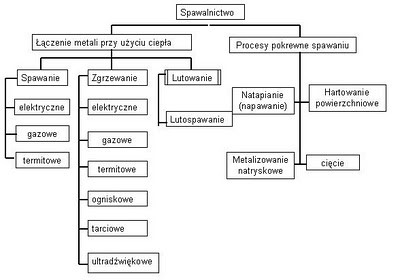
Rys. Klasyfikacja procesów spawalniczych.
Celem spawania jest utworzenie złącza składającego się z dwóch lub większej ilości części, poprzez miejscowe doprowadzenie do nich energii cieplnej powodującej ich lokalne stopienie, a następnie krystalizację, dzięki czemu powstaje spoina będąca zasadniczą częścią złącza. Materiałami łączonymi (materiałami podstawowymi) są metale i ich stopy o takich samych lub zbliżonych właściwościach fizycznych i chemicznych. Spoinę uzyskuje się ze stopienia i przemieszania metali podstawowych i dodatkowego (spoiwa), lecz możliwe jest powstanie spoiny tylko ze stopionych materiałów podstawowych
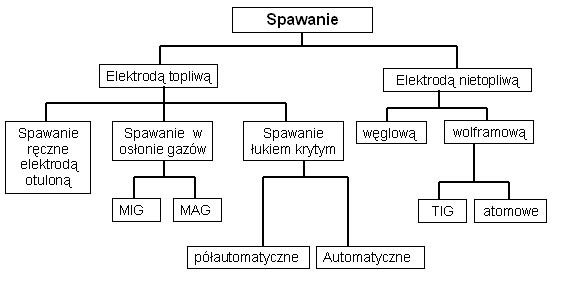
Rys. Klasyfikacja metod spawalniczych.
Metody spawalnicze są oznaczone skrótami oraz numerami.
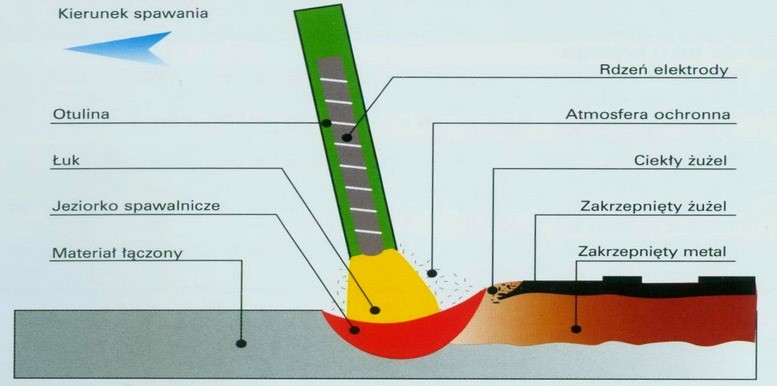
E – 111 (MMA) Spawanie łukowe ręczne elektrodą otuloną.
MIG – 131 (GMAW) Spawanie łukowe elektrodą topliwą w osłonie gazu obojętnego
MAG – 135 (GMAW) Spawanie łukowe elektrodą topliwą w osłonie gazu aktywnego
MAG – 136 (FCAW) Spawanie drutem proszkowym w osłonie gazu aktywnego
MAG – 138 (FCAW) Spawanie drutem proszkowym z rdzeniem metalicznym w osłonie gazu aktywnego
TIG – 141 (GTAW) Spawanie elektrodą wolframową w osłonie gazów obojętnych
Charakterystyka wybranych metod spawalniczych.
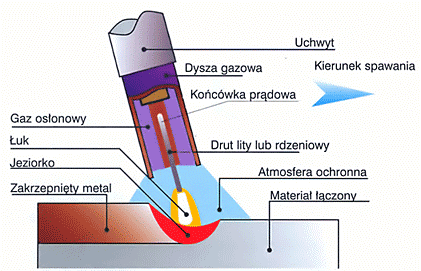
Spawanie metodą GMAW, potocznie zwaną MIG/MAG - polega na spawaniu za pomocą łuku elektrycznego wytwarzanego pomiędzy elektrodą topliwą a spawanym materiałem. Elektrodą topliwą jest drut podawany w sposób ciągły. Łuk i jeziorko ciekłego metalu są chronione strumieniem gazu osłonowego.
Stosowane są poniższe określenia na proces spawania elektrodą topliwą w osłonie gazów:
MIG - (Metal Inert Gas) - tą nazwą określa się proces spawania wówczas, gdy jako gaz osłonowy używany jest gaz chemicznie obojętny, np. argon, hel.
MAG - (Metal Active Gas) - tą nazwą określa się proces spawania wówczas, gdy jako gaz osłonowy używany jest gaz chemicznie aktywny, np. CO2.
GMAW - (Gas Metal Arc Welding) - skrót używany głównie w USA wspólny dla obu metod: MIG i MAG.
Spawanie migomatem, spawanie półautomatem, spawanie półautomatyczne - to potoczne nazwy procesu spawania zarówno metodą MIG jak i MAG.
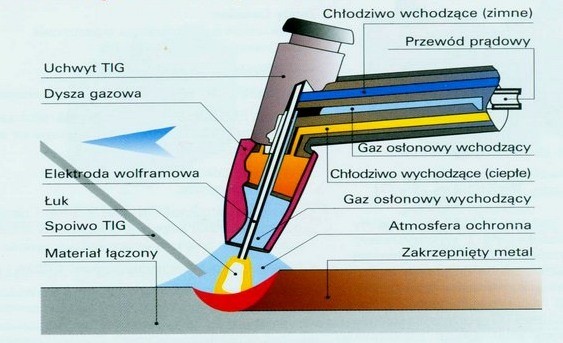
Spawanie metodą GTAW lub TIG (Tungsten Inert Gas) polega na wytwarzaniu łuku elektrycznego za pomocą nietopliwej elektrody wolframowej w osłonie gazu obojętnego. Często spotyka się (głównie w USA) oznaczenie GTAW (Gas Tungsten Arc Welding).
Łuk spawalniczy występujący między nietopliwą elektrodą a materiałem spawanym topi powierzchnię materiału. W spawaniu TIG nie jest konieczne stosowanie materiału dodatkowego. Elementy spawane można łączyć przez przetopienie rowka spawalniczego. Jeżeli jednak stosowany jest materiał dodatkowy, jest on wprowadzany do jeziorka w sposób ręczny, a nie za pomocą uchwytu spawalniczego tak jak w metodzie MIG/MAG. Dlatego w spawaniu TIG, uchwyt spawalniczy posiada zupełnie inną konstrukcję niż uchwyt stosowany w metodzie MIG/MAG. Spoiwo zwykle jest dostępne w postaci drutu (pręta) o długości 1m i odpowiednio dobranej średnicy.
Proces spawania TIG odbywa się w otoczeniu gazu ochronnego chemicznie obojętnego, najczęściej argonu lub helu, wypływającego z dyszy uchwytu elektrodowego. Gaz osłonowy chroni spoinę i elektrodę przed utlenieniem, ale nie ma wpływu na proces metalurgiczny.
Spawanie elektrodą otuloną - metoda MMA
Spawanie łukowe elektrodą otuloną nazywane jest również metodą MMA (Manual Arc Welding) i jest to najstarsza i najbardziej uniwersalna metoda spawania łukowego.
W metodzie MMA wykorzystywana jest elektroda otulona, która składa się z metalowego rdzenia pokrytego sprasowaną otuliną. Pomiędzy końcem elektrody a spawanym materiałem wytwarzany jest łuk elektryczny. Zajarzenie łuku ma charakter kontaktowy poprzez dotknięcie końca elektrody do materiału spawanego. Elektroda topi się i krople stopionego metalu elektrody przenoszone są poprzez łuk do płynnego jeziorka spawanego metalu tworząc po ostygnięciu spoinę. Spawacz dosuwa elektrodę w miarę jej stapiania do spawanego przedmiotu tak aby utrzymać łuk o stałej długości i jednocześnie przesuwa jej topiący się koniec wzdłuż linii spawania. Topiąca się otulina elektrody wydziela gazy, które chronią płynny metal przed wpływem atmosfery a następnie krzepnie i tworzy na powierzchni jeziorka żużel, który chroni krzepnący metal spoiny przed wpływem otoczenia. Po ułożeniu jednego ściegu żużel należy mechanicznie usunąć.
Podstawowa różnica w stosunku do innych metod spawania polega na tym, że w metodzie MMA elektroda ulega skróceniu. W metodzie TIG oraz MIG/MAG długość elektrody pozostaje przez cały czas niezmieniona i odległość pomiędzy uchwytem a elementem spawanym jest przez cały czas stała. W metodzie MMA, aby utrzymać stałą odległość pomiędzy elektrodą a jeziorkiem spawalniczym, uchwyt elektrody musi być przez cały czas przesuwany w kierunku spawanego elementu co powoduje, że umiejętności spawacza odgrywają szczególną rolę.
ul. Mikołajczyka 57
41-200 Sosnowiec
+48 (32) 297 75 88
